


WASSERGLAS-WARM-BOX-VERFAHREN
Dass man durch Trocknung von wasserglasgebundenen Formstoffen Festigkeiten erhält, die um ein vielfaches höher liegen als bei Kohlendioxidbegasung ist seit Jahrzehnten bekannt.
Dies geschah anfänglich vorrangig durch Warmluftbegasung. Die Verwendung erwärmter Werkzeuge in Anlehnung an das Hot-Boxbzw. das Croningverfahren stellte einen weiteren Entwicklungsschritt dar. Durch den Einsatz temperierter Werkzeuge wurde vor allem eine deutliche Erhöhung der Taktzeit bei Gewährleistung der von der Trocknung bekannten hohen Festigkeiten sichergestellt. Die Kernherstellung mit Verwendung temperierter Werkzeuge stellt zweifelsfrei eine Möglichkeit zur deutlichen Erhöhung der Formstofffestigkeiten bei gleichzeitig kurzen Taktzeiten dar. Der Einsatz von beheizten Kernkästen ist aber nur durch eine Serienherstellung von Kernen bzw. Formteilen zu rechtfertigen.
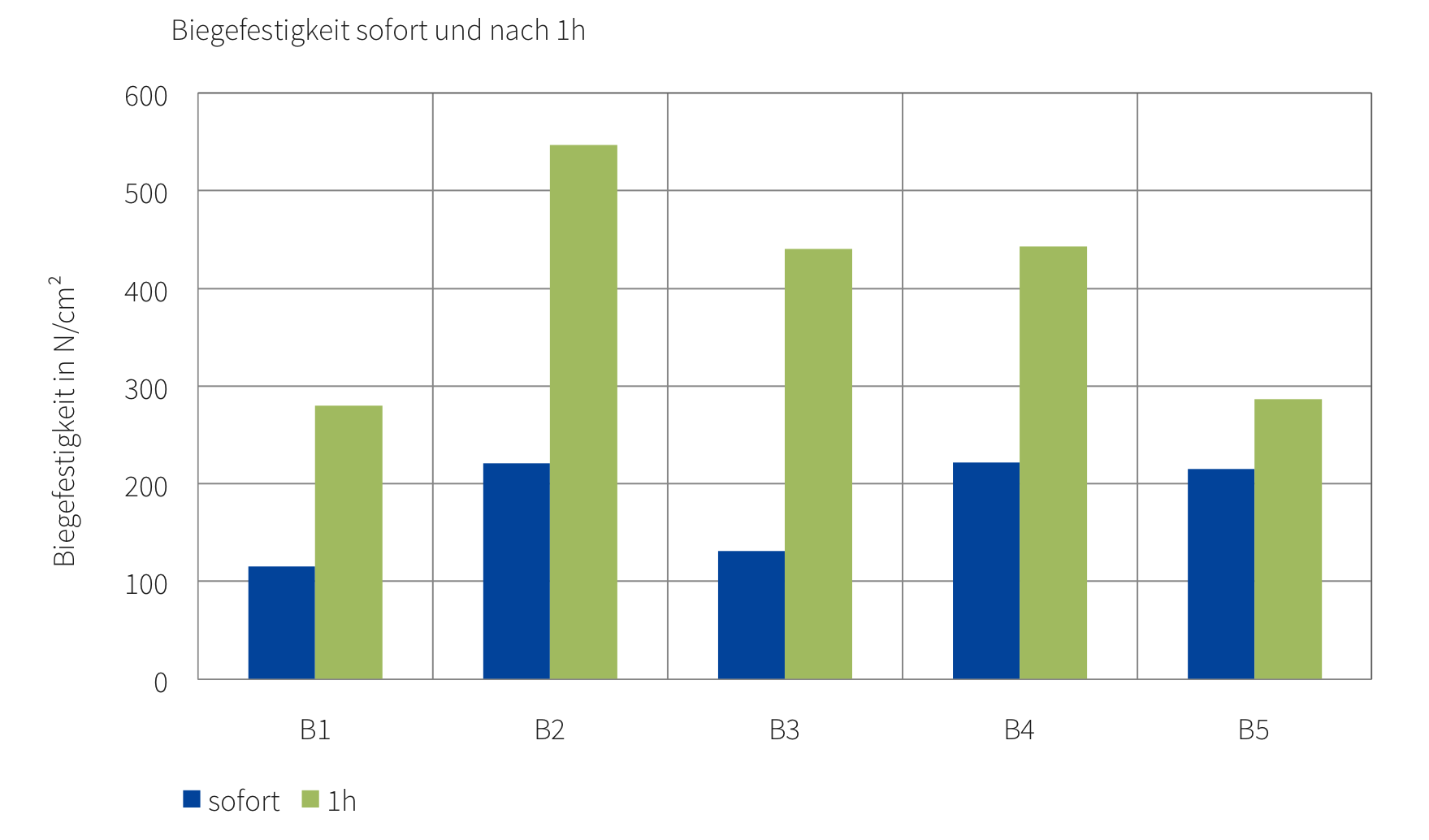
Biegefestigkeiten von Cast Clean®-Bindersystemen bei Warm-Box-Härtung (170°C, 30s Härtezeit, 3% Binder)
Für die Anwendung der hier 5 dargestellten Systeme ergibt sich nun die Möglichkeit, einen ggf. auch im Zusammenhang mit anderen Eigenschaften (z.B. Fließverhalten) für den Einsatzfall geeigneten Binder auszuwählen. Weiterhin ist es möglich, ein Bindersystem bezüglich des verwendeten Bindergehaltes so zu optimieren, dass ausreichende Festigkeiten eingestellt werden. Anhand der erreichbaren Festigkeiten ist es wahrscheinlich, dass auch beim Einsatz von 2% Binder oder möglicherweise noch weniger für viele Anwendungsfälle ausreichende Festigkeiten eingestellt werden können. Dies bringt zum einen ökonomische Vorteile und andererseits auch technologische Verbesserungen, denkt man beispielsweise an das Zerfallsverhalten und die Regenerierbarkeit.